

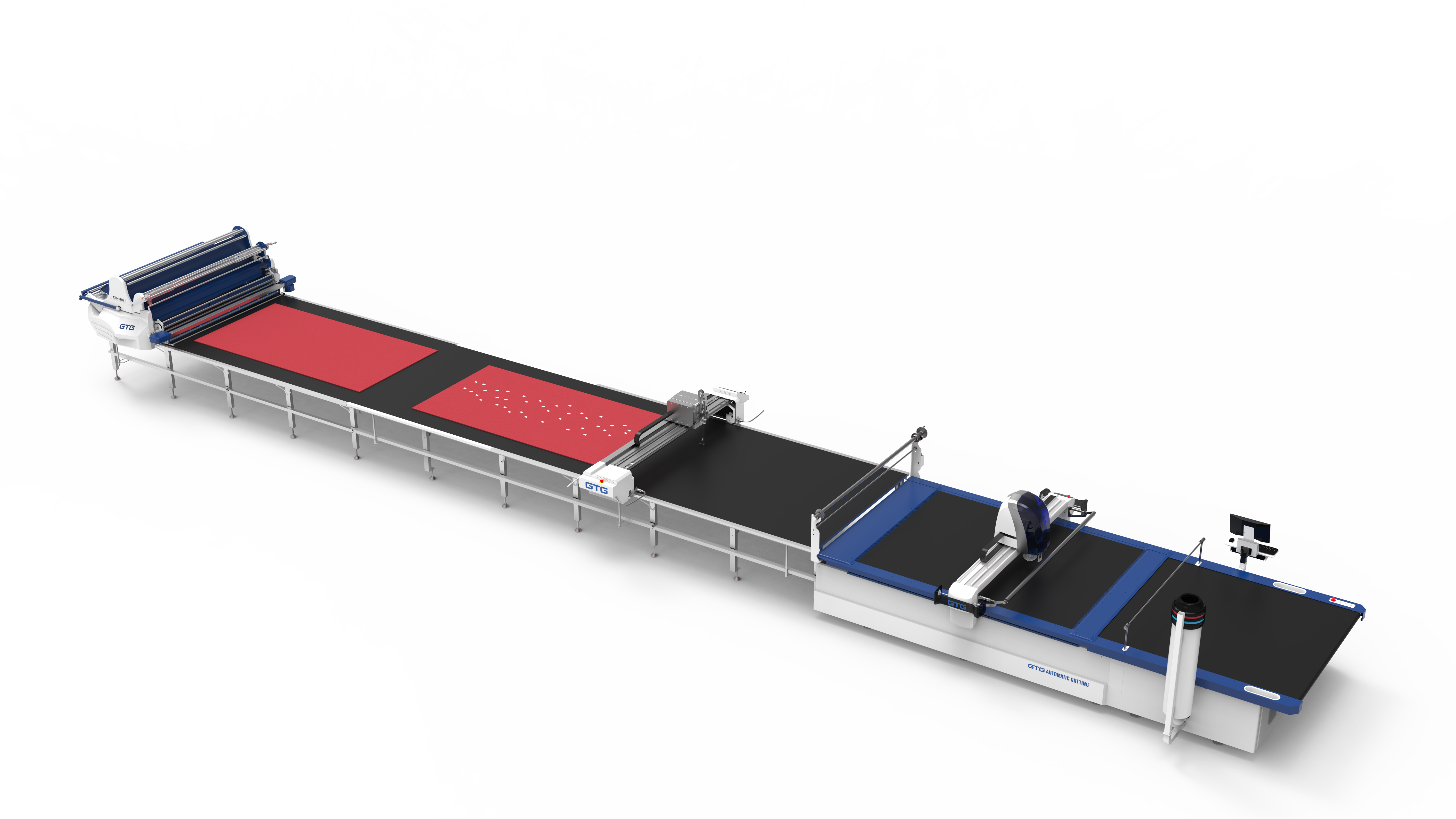
Máy may công nghiệp thế hệ mới
Thiết bị quan trọng – Vận hành xưởng liên tục



products.title
products.subtitle







about.title

about.description1
about.description3
- about.highlights.genuine
- about.highlights.afterSales
- about.highlights.support
- about.highlights.delivery
13+
about.stats.experience
750+
about.stats.customers
5000+
about.stats.machines
5
about.stats.branches
why.trustBy
 Tiên Hưng
Tiên Hưng KingStyle
KingStyle Nhà Bè
Nhà Bè Phong PhúTiên HưngKingStyleNhà BèPhong Phú
Phong PhúTiên HưngKingStyleNhà BèPhong Phúwhy.whychoose
why.descTitle1
why.desc1
why.descTitle2
why.desc2
why.descTitle3
why.desc3
why.descTitle4
why.desc4
why.descTitle5
why.desc5